PRODUCTS

Highly Sensitive Toxic Gas Monitor
FP-300
Product type |
Fixed Gas Detector |
|---|---|
Applications |
|
single/multi |
Single |

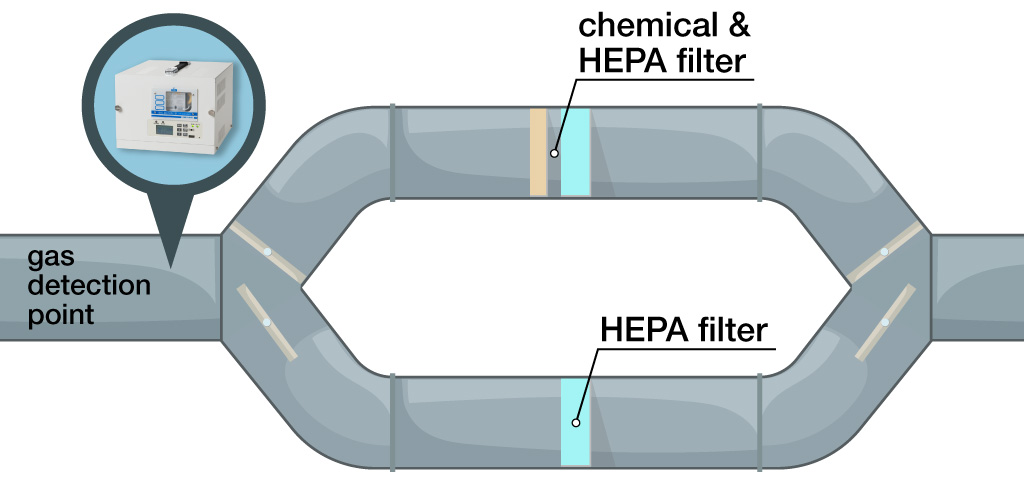
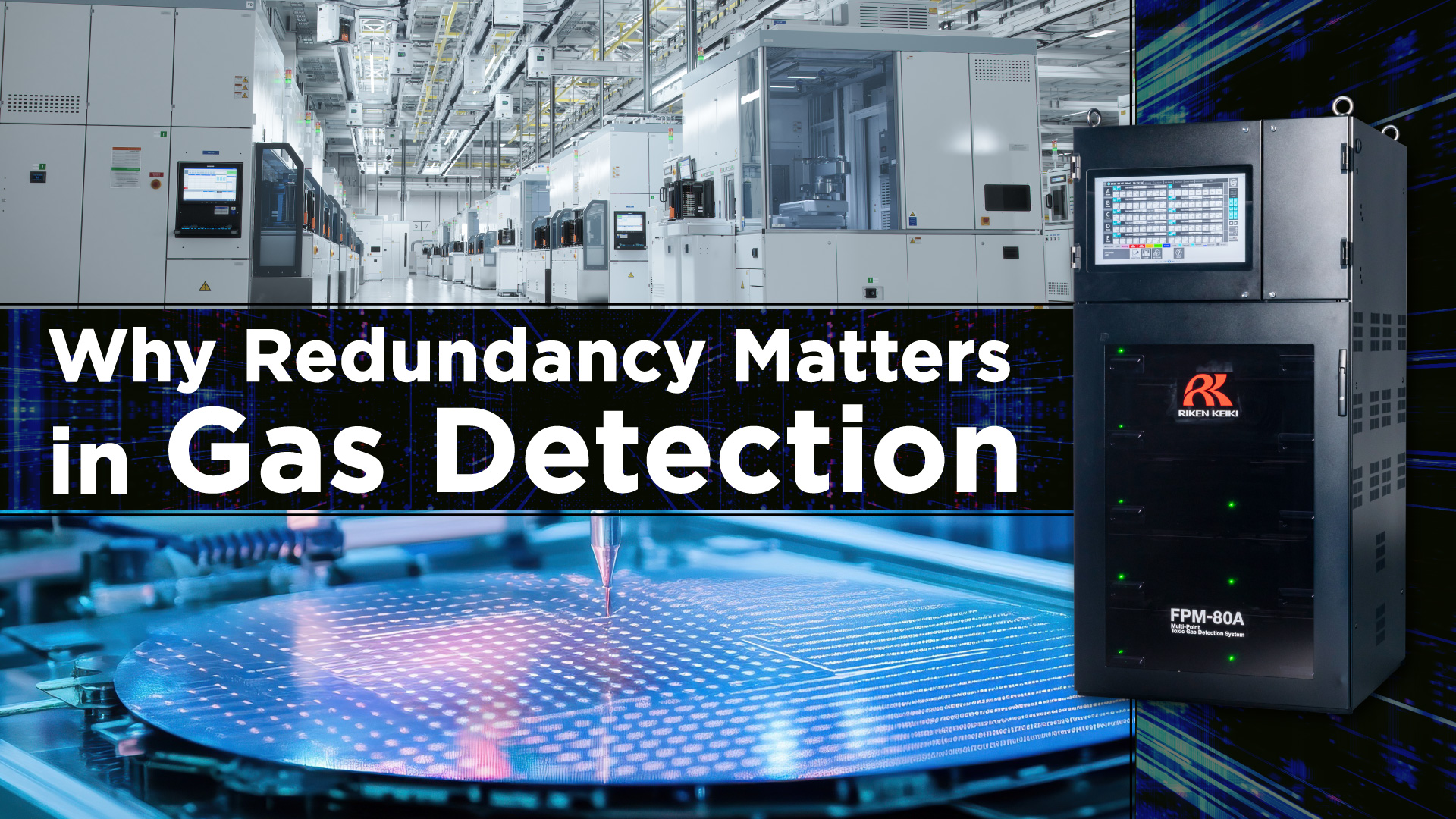
Multi-Point Toxic Gas Detection System
FPM-80A
Product type |
Fixed Gas Detector |
|---|---|
Applications |
|
single/multi |
Multi |

Want to hear from an expert?
Our team will be happy to help. Let’s find the right solution for you.

.jpg)

Publications

See how companies across different industries are using our advanced gas detectors to prevent accidents, ensure compliance, and enhance safety. Exclusive case studies inside!

Stay Informed